Um
exemplo de programação parametrizada
Gentileza
de Marcelo Mendes de Aguiar
Este
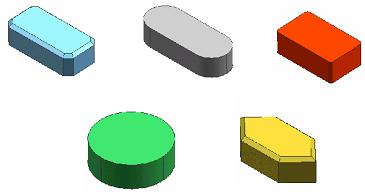
programa foi desenvolvido para desbaste de perfis bastante comuns
na área de usinagem e mostrou versatilidade, eficiência
e principalmente facilidade e rapidez no uso.
Alguns exemplos de perfis possíveis de se usinar estão
abaixo.
Foi
desenvolvido para um Centro de Usinagem que tem opcional de variáveis
de macro, podendo ocorrer variações ou até
mesmo não sendo possível implementá-lo em
outros modelos de máquina. No caso de implantação,
é sensato procurar informações a respeito
das variáveis usadas, pois estas devem ser liberadas para
uso, sem prejudicar o bom funcionamento do equipamento.
Algumas
observações a respeito do mesmo, para que seja usado
praticamente, são pertinentes e estão expostas a
seguir :
- A intenção
do programa é desbastar o perfil e não dar acabamento
no mesmo, e por este motivo foi construído com esta estratégia
de corte.
- Os perfis podem
ser chanfrados ou raiados nos cantos, lembrando que estes são
todos iguais. O chanfro no topo é opcional e é
feito com ferramenta de chanfrar 90 graus.
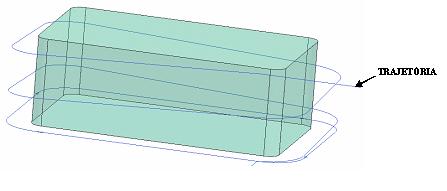
- A ferramenta
não perde contato com a parede da peça na usinagem
do perfil, uma vez que usina em rampa,e, depois que a altura
do perfil é atingida, um corte plano é feito para
uniformizar a profundidade final, como mostrado abaixo :
- O ponto zero-peça
está no centro (X e Y) e no topo da peça ( Z ),
que já deverá, preferencialmente, estar faceada
;
- Os cortes, tanto
do perfil quanto do chanfro no topo, são concordantes
;
- As correções
das dimensões da peça podem ser feitas tanto nos
valores do comprimento e largura, como no valor do sobremetal
ou também no valor do diâmetro da ferramenta ;
Abaixo a sintaxe do programa:
%
O0001 (DESBASTE DO PERFIL)
#101=100 (DIMENSÂO DA PEÇA NO SENTIDO X)
#102=50 (DIMENSÂO DA PEÇA NO SENTIDO Y)
#103=20 (DIMENSÂO DA PEÇA NO SENTIDO Z)
#104=4 (QUANTIDADE DE PASSES EM Z)
#105=0 (SOBREMETAL NA PAREDE)
#106=1 (CANTOS DO PERFIL -- 1 P/ CHANFRO, 0 P/ RAIO)
#107=3 (MEDIDA DO RAIO/CHANFRO NOS CANTOS)
#108=1 (MEDIDA DO CHANFRO NO TOPO DO PERFIL)
#109=2 (FERRAMENTA PARA PERFIL)
#110=800 (RPM PARA PERFIL)
#111=900 (AVANCO DE CORTE PARA PERFIL)
#112=8 (FLUIDO PARA PERFIL)
#113=19 (FERRAMENTA PARA CHANFRO NO PERFIL)
#114=5 (ALTURA Z DA USINAGEM PARA CHANFRO NO TOPO)
#115=2500 (RPM PARA CHANFRO)
#116=1500 (AVANCO DE CORTE PARA CHANFRO)
#117=9 (FLUIDO PARA CHANFRO)
(ACERTAR VALORES SOMENTE DAQUI PARA CIMA)
(INICIO
DOS CALCULOS PARA PERFIL)
(RAIO
DA FERRAMENTA)
#118=#[#109+2400]
#119=[#118/2]
#120=[#119+#105] (RAIO CONSIDERANDO SOBREMETAL NA PAREDE)
(CALCULOS
PARA CHANFROS NOS CANTOS)
(PERIMETRO)
#121=[#120*TAN[22.5]]
#122=[#121*2]
#123=[#101-#107-#107+#122]
#124=[#102-#107-#107+#122]
#125=[#107/SIN[45]]
#126=[#125+#122]
#127=[#123*2]
#128=[#124*2]
#129=[#126*4]
#130=[#127+#128+#129] (PERIMETRO)
(DESLOCAMENTOS
Z)
#131=[#103/#104]
#132=[#123/#130]
#133=[#124/#130]
#134=[#126/#130]
#135=[#132*#131] (DESLOCAMENTO Z NO EIXO X)
#136=[#133*#131] (DESLOCAMENTO Z NO EIXO Y)
#137=[#134*#131] (DESLOCAMENTO Z NO CHANFRO)
(POSICIONAMENTOS
INICIAIS)
#140=[#101+#120+#120]
#141=[#102+#120+#120]
#142=[#140/2]
#143=[#141/2] (POSICIONAMENTO INICIAL EM Y)
#144=[#142+5] (POSICIONAMENTO INICIAL EM X)
#145=[#123/2] (POSICIONAMENTO X PARA INICIO DA RAMPA)
(DESLOCAMENTOS
INCREMENTAIS)
(VARIAVEIS #123 E #124 USADAS PARA OS DESLOCAMENTOS INCREMENTAIS
EM X E Y)
#146=[#126*SIN[45]] (DESLOCAMENTO XY NO CHANFRO)
(TERMINO DOS CÁLCULOS PARA CHANFROS NOS CANTOS)
(CALCULOS
PARA RAIOS NOS CANTOS)
(PERIMETRO)
#150=[#107+#120]
#151=[#150*2*3.1415927]
#152=[#107*2]
#153=[#101-#152]
#154=[#102-#152]
#155=[#153+#153+#154+#154+#151] (PERIMETRO)
(DESLOCAMENTOS
Z)
#156=[#151/4]
#157=[#156/#155]
#158=[#153/#155]
#159=[#154/#155]
#160=[#157*#131] (DESLOCAMENTO EM Z NOS RAIOS)
#161=[#158*#131] (DESLOCAMENTO EM Z NO EIXO X)
#162=[#159*#131] (DESLOCAMENTO EM Z NO EIXO Y)
(POSICIONAMENTOS
INICIAIS)
(VARIAVEIS #140,#141,#142,#143,#144 USADAS TAMBEM PARA ESTES POSICIONAMENTOS)
#165=[#153/2] (POSICIONAMENTO X PARA INICIO RAMPA)
(TERMINO DOS CALCULOS PARA PERFIL)
(INICIO
DOS CALCULOS PARA CHANFRO NO TOPO)
(RAIO DA FERRAMENTA)
#167=#[#113+2400]
#168=[#167/2]
#169=[#168-#114]
#170=[#168-#169-#108-#105] (RAIO CONSIDERANDO SOBREMETAL NA PAREDE)
(CHANFRO
NO TOPO COM CHANFRO NOS CANTOS)
#171=[#170*TAN[22.5]]
#172=[#171*2]
#173=[#101-#107-#107+#172]
#174=[#102-#107-#107+#172]
#175=[#107/SIN[45]]
#176=[#175+#172]
#177=[#173/2] (DESLOCAMENTO ABSOLUTO EM X)
#178=[#174/2] (DESLOCAMENTO ABSOLUTO EM Y)
#179=[#176*SIN[45]] (DESLOCAMENTO INCREMENTAL XY NOS CANTOS)
(POSICIONAMENTOS
INICIAIS)
#180=[#101/2]
#181=[#180+#170+5] (POSICIONAMENTO INICIAL EM X)
#182=[#102/2]
#183=[#182+#170] (POSICIONAMENTO INICIAL EM Y)
(DESLOCAMENTOS)
#184=[#173/2] (DESLOCAMENTO EM X)
#185=[#174/2] (DESLOCAMENTO EM Y)
#185=[#176*SIN[45]] (DESLOCAMENTO EM XY NO CHANFRO)
(TERMINO DOS CALCULOS PARA CHANFRO NO TOPO)
(CHANFRO
NO TOPO COM RAIOS NOS CANTOS)
#190=[#101-#107-#107]
#191=[#102-#107-#107]
#192=[#107+#170] (DESLOCAMENTO XY NO RAIO)
#193=[#190/2] (DESLOCAMENTO ABSOLUTO EM X)
#194=[#191/2] (DESLOCAMENTO ABSOLUTO EM Y)
(TERMINO DOS CALCULOS PARA CHANFRO NO TOPO)
G17
G90 G40
T#109 M06
G00 G53 Z0
G00 G54 X#144 Y-#143 S#110
G43 H#109 Z50. M03
Z0 M#112
IF[#106EQ0]GOTO500
G01 X#145 F#111
M97 P1 L#104
G01 G91 X-#123 F#111
X-#146 Y#146
Y#124
X#146 Y#146
X#123
X#146 Y-#146
Y-#124
X-[#146+1] Y-[#146+1]
X3. Y-3.
G00 G90 Z2. M09
IF[#108GT0]GOTO550
M05
G00 G53 Z0
G53 X-370. Y-150.
M30
N500
G01 X#165 F#111
M97 P2 L#104
G01 G91 X-#153
G02 X-#150 Y#150 R#150
G01 Y#154
G02 X#150 Y#150 R#150
G01 X#153
G02 X#150 Y-#150 R#150
G01 Y-#154
G02 X-#150 Y-#150 R#150
G03 X-5. Y-5. R5.
G00 G90 Z2. M09
IF[#108GT0]GOTO550
M05
G00 G53 Z0
G53 X-370. Y-150.
M30
N550
T#113 M06
G00 G53 Z0
G54 G90 X#181 Y-#183 S#115
G43 H#113 Z30.
Z2. M03
Z-#114 M#117
IF[#106EQ0]GOTO600
G01 X-#177 F#116
G91 X-#179 Y#179
G90 Y#178
G91 X#179 Y#179
G90 X#177
G91 X#179 Y-#179
G90 Y-#178
G91 X-[#179+2] Y-[#179+2]
X3. Y-3.
G00 G90 Z2. M09
M05
G00 G53 Z0
G53 X-370. Y-150.
M30
N600
G01 X-#193 F#116
G02 G91 X-#192 Y#192 R#192
G01 G90 Y#194
G02 G91 X#192 Y#192 R#192
G01 G90 X#193
G02 G91 X#192 Y-#192 R#192
G01 G90 Y-#194
G02 G91 X-#192 Y-#192 R#192
G03 X-5. Y-5. R5.
G00 G90 Z2. M09
M05
G00 G53 Z0
G53 X-370. Y-150.
M30
N1
G01 G91 X-#123 Z-#135 F#111
X-#146 Y#146 Z-#137
Y#124 Z-#136
X#146 Y#146 Z-#137
X#123 Z-#135
X#146 Y-#146 Z-#137
Y-#124 Z-#136
X-#146 Y-#146 Z-#137
M99
N2
G01 G91 X-#153 Z-#161 F#111
G02 X-#150 Y#150 Z-#160 R#150
G01 Y#154 Z-#162
G02 X#150 Y#150 Z-#160 R#150
G01 X#153 Z-#161
G02 X#150 Y-#150 Z-#160 R#150
G01 Y-#154 Z-#162
G02 X-#150 Y-#150 Z-#160 R#150
M99
%